GB/T3087-2008 低压锅炉管视频-商丘市GB/T3087-2008 低压锅炉管-本地可服务区域梁园|永城|郑州|焦作|洛阳|三门峡
更新时间:2025-06-19 07:10:19
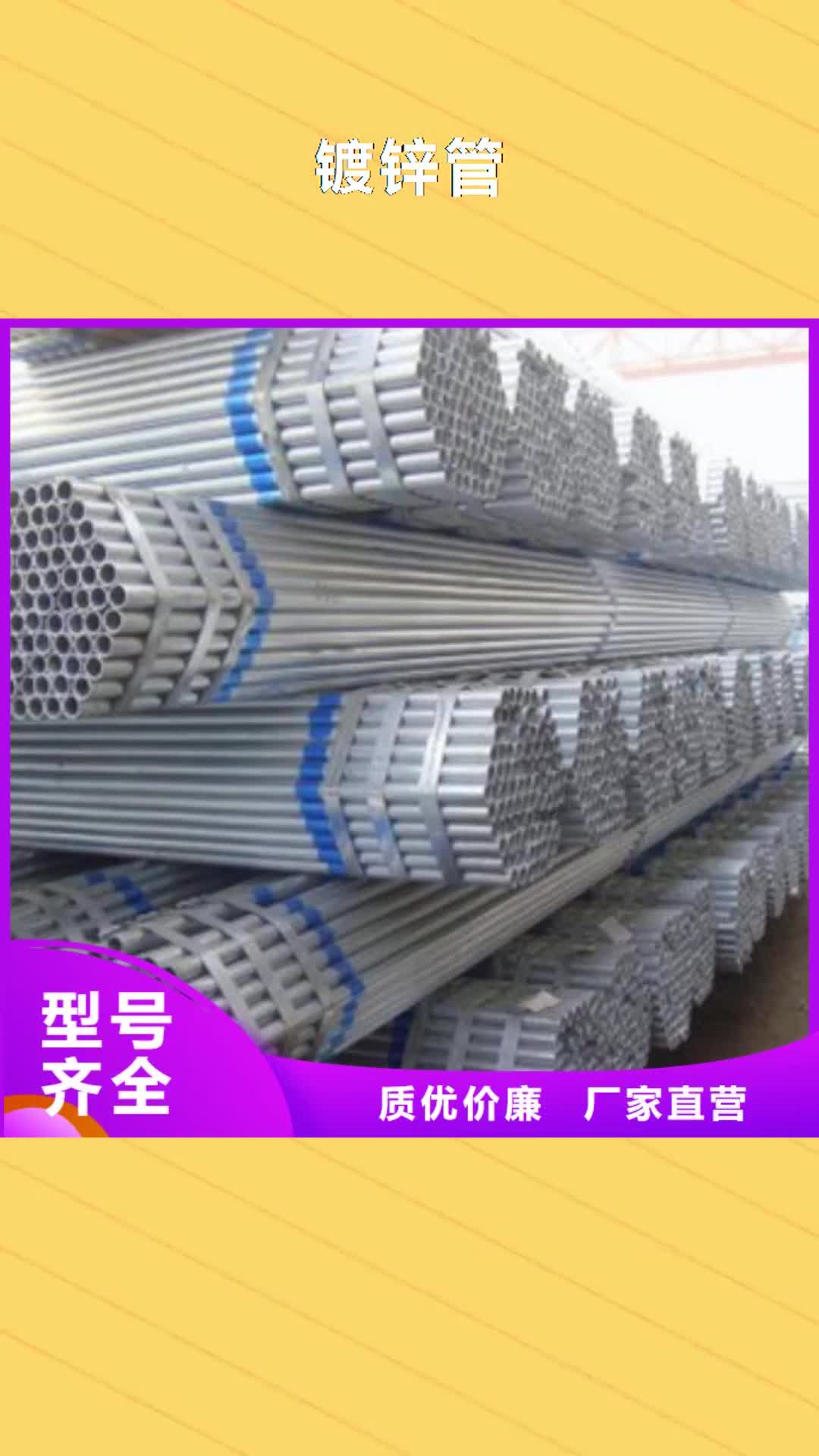
Tags: 镀锌钢管


我们的镀锌钢管产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
| 产品参数 | |
|---|---|
| 产品价格 | 电联/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 99999 |
| 运费说明 | 电联 |
| 小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | Q235B |
| 产品规格 | 规格齐全 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 可 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 热镀锌 |
| 外形尺寸 | 按需定制 |
| 适用领域 | 燃气 消防 |
| 是否进口 | 否 |
| 质量认证 | 国标 |
| 产地 | 山东 |
| 品牌 | 鑫邦源 |
| 价格 | 以当天报价为准 |
| 范围 | 总部设立于【],服务网络覆盖河南省 商丘市 郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市 梁园区、睢阳区、民权县、睢县、宁陵县、柘城县、虞城县、夏邑县、永城市等区域。 |

,鑫邦源特钢(商丘市分公司)xingt2633从事生产、销售多年,拥有丰富的行业经验,以品质和合理的价格赢得了客户的信赖。联系人:颜经理,地址:[经济开发区钢管城2排5号]。

内外壁热镀锌钢管与普通镀锌钢管有何区别 1、制作不同 镀锌钢管分为冷镀锌钢管、热镀锌钢管,冷镀锌钢管已被禁用,后者还被 提倡暂时能使用。六七十年代,国际上发达 开始开发新型管材,并陆续禁用镀锌管。 热镀锌管,为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。 2、工作原理不同 热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。 镀锌钢管的表面有热浸镀或电镀锌层的焊接钢管。镀锌可增加钢管的抗腐蚀能力,延长使用寿命。镀锌管的用途很广,除作输水、煤气、油等一般低压力流体的管线管外,还用作石油工业特别是海洋油田的油井管、输油管,化工焦化设备的油加热器、冷凝冷却器、煤馏洗油交换器用管,以及栈桥管桩、矿山坑道的支撑架用管等。 3、特点不同 热镀锌具有镀层均匀,附着力强,使用寿命长等优点。钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。 热镀锌钢管广泛应用于建筑、机械、煤矿、化工、电力、铁道车辆、汽车工业、公路、桥梁、集装箱、体育设施、农业机械、石油机械、探矿机械等制造工业。

镀锌无缝钢管厂告诉你不同环境下的使用年限 热浸镀锌工艺是一种相对稳定可靠的钢表面处理方案,可抵抗环境腐蚀。影响热浸镀锌的因素很多,如钢基材的组成、表面状态(如粗糙度)、基材的内部应力、几何尺寸等。其中,基材的厚度对镀锌厚度有很大影响。热浸镀锌,钢管越厚,热浸镀锌的厚度越厚。以4.5mm厚镀锌无缝管为例,说明了不同环境下的使用寿命。 如果无缝管基材的厚度为4.5mm,可根据gbT13192-2002热浸镀锌规格进行已知。 根据标准要求,基材为4.5mm,局部厚度不得小于55米,平均厚度不得小于70米。从1964年到1974年,根据日本进行的大气暴露试验结果,它是热浸镀锌协会。 如果按照标准,平均厚度为 70 m,则锌含量为 70x7.2 = 504g/m2,在四个不同环境下的使用寿命约为: 重工业区:12.57年,年腐蚀度40.1; 沿海地区:46.66年,年腐蚀率10.8。 在郊区,年腐蚀率为5.4,93.33; 市区:28.8年,年腐蚀度17.5;

保证钢管在焊接时的保障措施,主要有五个方面。保证了这五个方面,那么镀锌钢管的质量也能得到保障了。首先就是人, 人的因素是施焊的控制重点。因此,在施焊前,应选择技术熟练、持有焊工证的焊工,进行必要的技术培训、交底。并不得随意更换,保证施焊该管道焊工人员相对稳定。其二是焊材的控制,保证采购的是正规渠道的焊材,有质保书、合格证,符合工艺要求;焊条头回收控制严格,以保证流向、用量;焊材要严格按工艺烘烤,并一次发放不超过半天用量。第三就是 焊机,焊机须保证性能可靠、符合工艺需要;焊机必须有检定合格的电流、电压表,以保证焊接工艺的正确实施。焊接电缆不能过长,较长时要调整焊接参数。 镀锌钢管在焊接时有哪些保护质量的措施第四是焊接工艺方法,保证镀锌管特殊操作方法的严格实施,焊接工艺进行焊前坡口检查,施焊工艺参数、操作手法控制,焊后外观质量检查,必要时增加焊后无损检测。控制焊接层次、每道口的焊材用量。





大家都爱看